
|
|
磨床床身设计的基本要求以及床身导轨的精度要求 二维码
1356
来源:JZ Robot网址://xhrxyx.com/h-nd-177.html 床身是金属切削机床的基础,如磨床在床身内装有电器、液压和机械等部件;在床身上装有工作台、头架、尾架、砂轮架、立柱等,这些部件被固定在床身上或者在床身的导轨上运动。 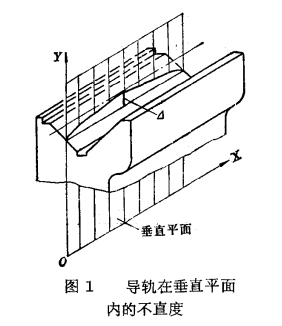 床身设计的基本要求:设计磨床床身要抓住导轨精度、刚性、热变形、耐磨性、结构工艺性等五个方面的问题,它们对安装在床身上的各部件的安装位置和相互运动的精度影响很大,因此对床身和床身导轨设计的基本要求,要保证具有一定的精度、刚性、耐磨性、最小的热变形以及合理的结构工艺性。 床身导轨的精度:床身导轨的就能高度对被加工工件的精度有很大的影响,故必须合理选择。现以外圆磨床为例,来叙述这一问题,根据“外圆磨床精度标准”,规定如下三项精度。 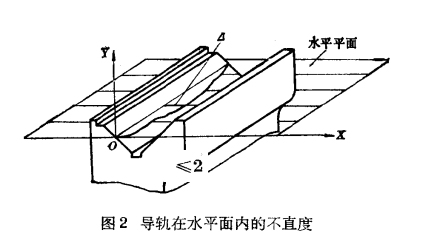 (1)床身导轨在垂直平面内的不直度(图1),简称A项精度,它包括导轨在全长内和1米内的不直度。当导轨全长L≤2米时,不直度允差为0.02毫米;当L≤4米时,允差为0.03毫米;L≤8米时,允差为0.04毫米;L>8米时,允差为0.05毫米。上述各种长度的导轨,其1米长度内的不直度允差,均为0.01毫米。一般可采用简写法表示,即: 全长:≤2米:0.02毫米; ≤4米:0.03毫米; ≤8米:0.04毫米; >8米:0.05毫米; <1米:0.01毫米。 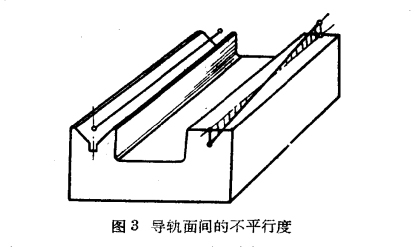 (2)床身导轨在水平平面内的不直度(图2),简称B项精度。 全长:≤2米:0.015毫米; ≤4米:0.02毫米; ≤8米:0.03毫米; >8米:0.04毫米; <1米:0.01毫米。 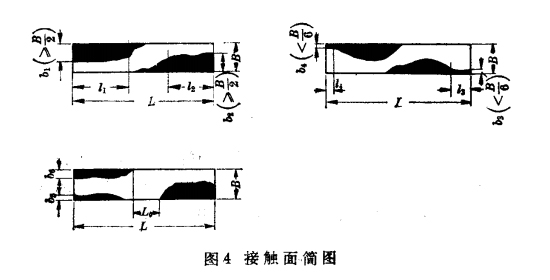 (3)床身两导轨面间的不平行度(图3),简称C项精度。为了便于知道导轨面间的不平行度,一般以角度值表示(即以水平仪倾斜时的正切值表示),它规定全长和1米的不平行度误差为: 全长:≤2米:0.03/1000(相当于6秒); ≤4米:0.04/1000(相当于8秒); ≤8米:0.05/1000(相当于10秒); >8米:0.06/1000(相当于12秒); <1米:0.02/1000(相当于4秒)。 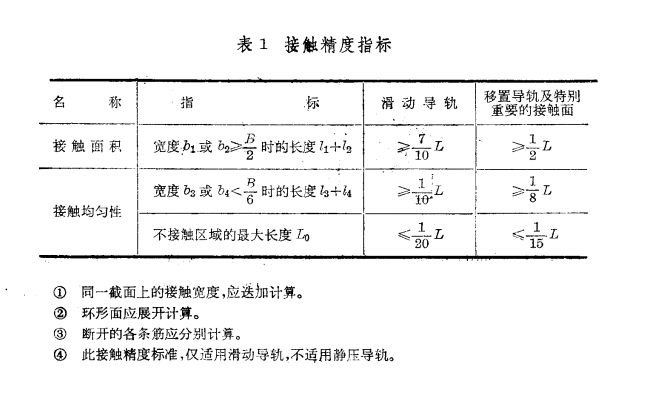 为了保证导轨副的接触刚度,还应要求导轨副有一定的接触精度,一般用接触面大小作为指标。磨削床身和工作台导轨的接触精度指标,如图4和表1。 
文章分类:
行业新闻
|

台州捷众智能装备有限公司 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: xhrxyx.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众智能装备阿里巴巴 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: jiezhongcnc.1688.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众微信公众号 |  扫一扫手机网站 |