
|
|
H109半自动曲轴磨床液压自动补偿开式中心架 二维码
589
来源:JZ Robot网址://xhrxyx.com/h-nd-225.html 一般中心架在磨削过程中往往需要用手动来调节工件磨小后与支承块之间的间隙或支承力的大小,因此在效率要求较高的磨床上需采用支承自动补偿的中心架。图1所示,为H109半自动曲轴磨床的液压自动补偿开式中心架。当压力油进入油腔4时,推动活塞6向左移动,使下支承12绕支点25转动,顶住工件,抬起量的大小,可旋转调节螺钉11来改变,而托住工件力的大小可调整进油压力来控制。 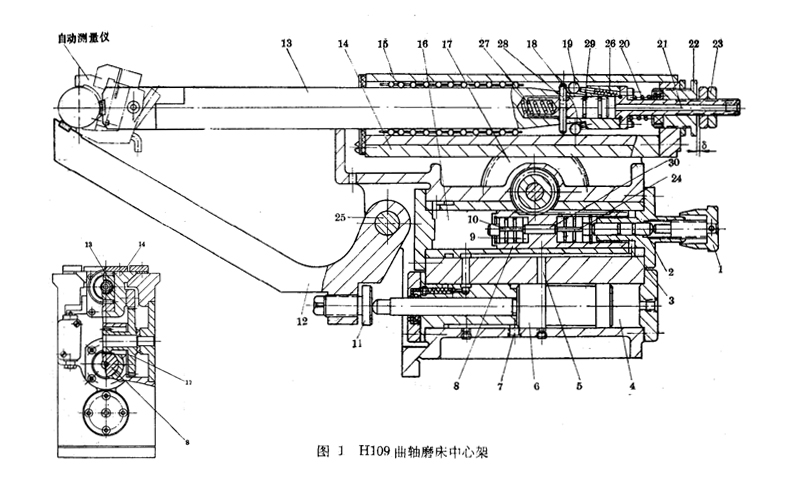 在磨削过程中,压力油始终顶住活塞6,这样下支承12不仅以恒定的力托住工件,而且可以补偿工件磨小后产生的间隙。在这同时,压力油进入油腔16,推动齿条活塞8向右移动,与齿条活塞8啮合的双联齿轮17带动拖板14,与水平支承13一起向前移动,直至顶住工件。支承13(即拖板14)移动的距离,可调节捏手1限制活塞8的移动距离来控制,而顶住工件的力,可通过调节螺钉22,使弹簧20的压力变化而改变。 为了使水平支承13也能自动补偿,在支承13顶住工件后,使拖板14再向前一些,这样支承13就借压缩弹簧20得到补偿量δ。补偿量的大小,除了调整捏手1外,还可以调节双螺母23得到,这样当工件磨小时,支承13在弹簧20的作用下,以一定的压力顶住工件。当粗磨转入精磨时,若磨削力超过弹簧20的压力时,支承13可能后退,这会影响工件磨削的圆度,因此在支承13的后端增加了一套单向离合器的结构。压力油进入油腔21,推动活塞18左移,这时滚柱19在弹簧26和圆销29的作用下,卡在支承13的斜面和体壳面之间,由于斜面的自锁作用,使支承13只能向前不能后退。而当工件磨到预定尺寸时,装在水平支承前端的自动测量仪发出讯号,油腔21回油,活塞杆18在弹簧27的作用下后退(弹簧26的作用力比弹簧20大),使单向离合器失去作用,同时压力油进入油腔7,活塞6移动,下支承12下降,直到活塞6退至右端时,油路5接通压力油,经过油腔3使活塞8左移,同时由双联齿轮17使拖板和支承13快速退回。为了减少拖板在移动结束时的冲击,在活塞8中还采用两只缓冲阀10和24,活塞8快速移到左面时,缓冲阀10先与油缸左端盖相碰,活塞8继续向左移动,迫使存在于油腔9的油液从阀10的节流槽中溢出。由于油腔9的背压存在,能起缓冲作用,缓冲阀10到底后,圆销30推出缓冲阀24,形成活塞另一端的油腔,备活塞8再右移时,又起缓冲作用。 由于该磨床中心架采用液动和自动补偿,因此使用和调整方便,可缩短辅助时间,提高生产效率,但是结构要比一般中心架复杂得多,尤其单向离合器的制造更为困难,往往会影响中心架的使用性能。 
文章分类:
行业新闻
|

台州捷众智能装备有限公司 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: xhrxyx.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众智能装备阿里巴巴 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: jiezhongcnc.1688.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众微信公众号 |  扫一扫手机网站 |