
|
|
金刚石滚轮修整以及粒度对工件磨削的影响 二维码
1100
来源:JZ Robot网址://xhrxyx.com/h-nd-213.html 金刚石滚轮修整一般是将表面形状与被磨工件一致的金刚石滚轮切入修整磨床砂轮,然后以此砂轮切入磨削成形工具(图1)。所以在自动化切入成型磨削中,如磨削阶梯轴、曲轴、凹槽、凸肩、轴承滚道、螺纹的砂轮以及蜗杆砂轮,建议采用金刚石滚轮修整,它具有下列优点: (1)由于金刚石滚轮的几何形状直接决定了砂轮的磨削表面形状,所以修整装置结构简单,易于自动化,可以省去一套复杂的机械仿形或液压仿形装置。 (2)砂轮修整时间短,可提高生产效率。可利用装卸工件的空隙进行,并可实现在磨削加工过程中修整砂轮,这不仅使修整时间和加工时间重合,而且可以随时保证砂轮有良好的磨削性能。 (3)切入成型磨削特殊形状的工件,如凹槽、凸肩的两面,采用金刚石滚轮修整磨床砂轮,更显示其优越性。 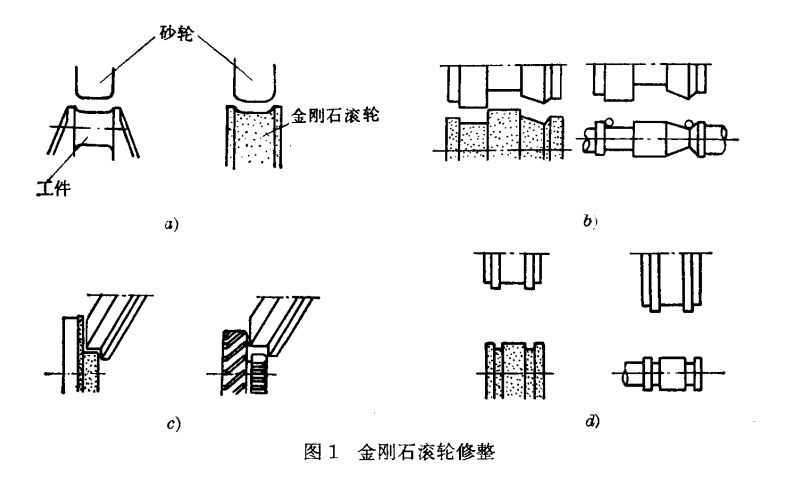 金刚石滚轮的制造方法,常见的有一下几种:粉末冶金法、电镀法、电铸法。一般精度的金刚石滚轮,宜采用粉末冶金法(以青铜作结合剂)成型,制造方便,成本低;高精度的金刚石滚轮,则采用电铸法(以镍作结合剂)成型,它的精度和耐用度较高。 滚轮的金刚石粒度对工件磨削光洁度有较大的影响。金刚石粒度愈细,工件的磨削光洁度愈高,反之则低。但金刚石粒度愈细,使磨床砂轮的磨削效率也降低。因此我们对金刚石粒度的选择原则是:在使砂轮能保证磨到要求的工件表面光洁度的前提下,选择较粗的金刚石粒度,这里不仅考虑磨削效率的问题,还考虑到滚轮的使用寿命,一般较粗粒度的金刚石滚轮,能获得较长的使用寿命。 修整时金刚石滚轮的线速度对被磨工件表面质量和光洁度影响不大。但线速度过低时,滚轮磨损快,使用寿命降低;线速度过高时,砂轮的切削性能较差,降低磨削效率。故一般选用10~15米/秒为宜,修整进给量取0.10毫米。 
文章分类:
行业新闻
|

台州捷众智能装备有限公司 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: xhrxyx.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众智能装备阿里巴巴 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: jiezhongcnc.1688.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众微信公众号 |  扫一扫手机网站 |