
|
|
通用磨床布局以传统方式为主并逐渐趋向新型布局 二维码
1163
来源:JZ Robot网址://xhrxyx.com/h-nd-130.html 通用磨床的布局,经过生产实践考验,不断改进,不断完善,称为基本上定型的传统布局。在传统布局的基础上,按照工件确定的加工方法及要求,可以演变出一些变型的专门化或专用磨床的布局形式。 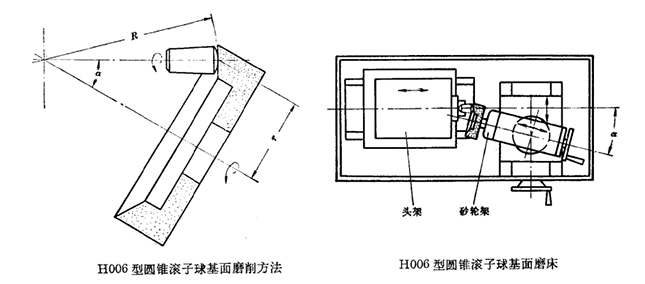 1、外圆磨床的斜砂轮架布局(MB1632端面外圆磨床) 它是由外圆磨床的基型中演变出来的,布局不同之处是砂轮架与头、尾架中心线倾斜一角度,能一次磨削工件的外圆和端面。为了不使砂轮架与尾架或工件相碰,砂轮架布置在砂轮左面,因此横进给的手轮也相应地移到左边。 2、外圆磨床的双砂轮架布局 H088专用磨床就是其中一例,它由左右两砂轮架组成,各有一套横进给机构,同时磨削一个工件的两个轴颈。后床身由于支承两只砂轮架而加长到与前床身一样,故床身成为矩形的布局。由此可知,采用双支承的多片砂轮磨床的布局也不难确定了。 3、专门化磨床的布局 磨削圆锥滚子球形基面磨床H006,是采用单面凹带锥砂轮与工件中心相交一个角度的加工方法布局,与普通内圆磨床类似,砂轮和工件各自绕轴线旋转,磨出圆锥滚子大端的球形基面,其加工原理及总体布局如图所示。矩形床身上的左边,有夹持并带动工件旋转的头架,可作纵向移动。右边布置砂轮架,可作横向进给。砂轮架与头架中心线相交一个角度,它可以根据工件的不同要求,在0-90°范围内调整。 按上述布局设计制造的磨床,结构复杂,又因是单件磨削,故效率低。现采用宽砂轮,由工件的自转和公转形成圆锥滚子的球形端面。在矩形床身上装有送料圆盘和磁盘,采用这种布局可进行多个连续磨削,提高效率达十多倍,并且结构简单。 上述例子充分说明了虽然属于同样性质的机床,加工同样的工件,但由于加工方法不同,工件成形运动不同,可以得出二中不同的布局。在生产中,随着人们对客观事物认识的提高,经过不同的飞跃形式,新的布局代替旧的布局,这是事物发展的客观规律。 
文章分类:
行业新闻
|

台州捷众智能装备有限公司 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: xhrxyx.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众智能装备阿里巴巴 电 话: 0576-87110816 传 真: 0576-87110816 手 机: 139-6765-7580 邮 箱: 180242@qq.com 网 址: jiezhongcnc.1688.com 地 址: 浙江省台州市玉环市清港徐斗工业区 | 捷众微信公众号 |  扫一扫手机网站 |